






IGBT在线光亮固溶处理装置


不锈钢焊管特别是工业用不锈钢焊管的发展得到国家产业政策的支持,但不锈钢焊管的固溶化处理工艺大多采用在线黑色固溶再酸洗或离线光亮固溶,前者带来环保问题,后者工序增多且
成本增大。不锈钢焊管的在线光亮固溶就能很好地解决这个问题:将不锈钢管用感应加热的方式加热到固溶所需温度(304材质1040℃),并在以氢气为保护气体的密封装置中进行固溶化处理,
改善焊缝的组织结构并消除应力,以增强抗腐蚀性能;用氢气作保护气体可使固溶化处理后的焊管变得光亮并加快冷却速度。不锈钢焊管加热到固溶温度后的冷却采用间接冷却方式,以保持焊管光亮。
不锈钢焊管的在线光亮固溶化处理过程中加热与冷却示意图如下:
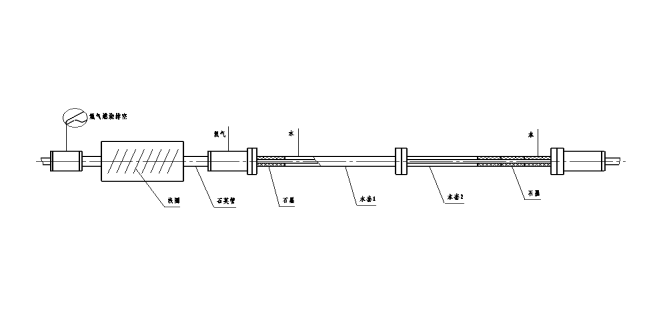
将不锈钢焊管用感应加热线圈加热到固溶所需温度,完成奥氏体的均质化即固溶过程。经水套1进口端石墨冷却夹具急冷,将温度降至800℃以下,防止碳、铬析出以保住固溶化效果。而间接冷却方式的冷却效果总会带来碳、铬的少量析出,且铬析出速度比碳慢,造成贫铬区(贫铬区是造成晶间腐蚀的主要原因)。但经水套1在550~750℃之间进行保温,给铬提供一个扩散时间,即可消除贫铬区。可是,550~750℃为不锈钢敏化区,但由于水套2石墨冷却夹具对焊管的急速冷却阻断了不锈钢敏化的时间效应,故不会出现敏化结果。经水套2冷却后的钢管温度应低于130℃。
配备了在线光亮固溶化处理装置的工业用不锈钢焊管生产线示意图:
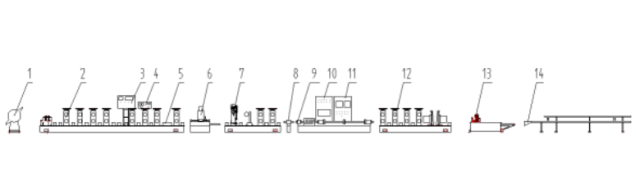
图片代号名称:
1、双向回旋式上料架 2、成型机组 3、焊机 4、电控箱
5、焊机座 6、内焊道处理装置 7、焊缝打磨装置 8、初定径装置
9、钢管清洗装置 10、在线光亮固溶化处理装置 11、固溶化装置电气控制系统
12、IGBT中频电源柜 13、终定径和校直机组 14、钢管自动定尺切断系统


 QR code
QR code